Литье по выплавляемым моделям определение. Точное литье по выплавляемым моделям в домашних условиях: технология, преимущества и недостатки. Преимущества и недостатки литья по выплавляемым моделям
Сущность метода и область применения. Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из этой формы выплавляют, а образовавшуюся полость заливают жидким металлом. При этом способе получаемые отливки настолько точны, что объем механической обработки уменьшается на 80... 100% и в 1,5...2 раза сокращается расход жидкого металла. Высокая точность и чистота поверхности отливки обеспечиваются: применением неразъемных моделей (модели выплавляют, и не требуется их расталкивать); отсутствием формовочных уклонов; изготовлением стержней в процессе формовки, а не отдельно в стержневых разъемных ящиках; использованием маршалита (кварцевая мука) в качестве наполнителя в формовочной смеси, что обеспечивает получение гладкой поверхности отливки.
Литье по выплавляемым моделям применяют при производстве отливок очень сложной конфигурации из любых литейных сплавов, в том числе из высоколегированных сталей, имеющих высокую температуру плавления и трудно поддающихся механической обработке и ковке. Этим способом можно получать отливки массой 0,02... 100 кг, с толщиной стенок до 0,5 мм и отверстиями диаметром до 2 мм.
2. Технология получения отливок литьем по выплавляемым моделям включает следующие этапы: а) изготовление разъемных пресс-форм; б) получение неразъемных легкоплавких моделей в пресс-формах; в) изготовление неразъемной разовой формы по легкоплавким моделям; г) выплавление моделей из формы; д) обжиг формы; е) заливка формы металлом и выбивка готовых отливок.
Разъемные пресс-формы изготовляют из стали или алюминиевых сплавов. Полость пресс-формы точно повторяет конфигурацию и размеры будущей детали с учетом усадки модельного состава.
Неразъемные легкоплавкие модели получают запрессовкой в пресс-форму модельного состава, нагретого до тестообразного состояния. Для его изготовления широко используют легкоплавкие материалы: парафин, стеарин, воск, церезин, канифоль и др. Легкоплавкая модель в отличие от обычной является точной копией изготовляемой детали: она неразъемна, имеет все внутренние полости, отверстия, резьбу и не имеет стержневых знаков.
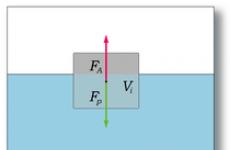
Рис. I. 11. Литье по выплавляемым моделям.
На рис. I. 11 приведен чертеж отливаемой детали 1 и неразъемной модели, отличающейся от нее наличием питателя 2. Модели питателями «припаивают» к общему легкоплавкому стояку 5, и в результате получают блок моделей. Чтобы изготовить литейную форму, готовый блок моделей окунают в огнеупорную смесь, представляющую собой суспензию маршалита (60...70 %) в гидролизованном этилсиликате (30...40 %). После окунания на моделях, питателях и стояке остается тонкая огнеупорная пленка смеси 4. Эта же смесь заполняет все полости и отверстия в моделях, образуя стержни. Для упрочнения огнеупорной пленки блок моделей посыпают мелким сухим кварцевым песком 5. Прилипая к сырой пленке, песок образует огнеупорный слой, который сушат либо на воздухе, либо помещая блок моделей в аммиачную камеру для ускоренной химической сушки. Когда слой высыхает, операции окунания, посыпания песком и сушки повторяют от 3 до 5 раз. После сушки последнего огнеупорного слоя получают форму в виде многослойной оболочки с заформованными легкоплавкими моделями. Форму помещают в сушильный шкаф и выдерживают при температуре более 100 °С или погружают в горячую воду. Модели и элементы литниковой системы (стояк и питатели) плавятся и вытекают из формы. Для выжигания остатков модельного состава из полости, а также для упрочнения оболочки полученную литейную форму в металлическом ящике 6 засыпают металлической дробью и помещают в термическую печь, где обжигают при температуре 800...900 °С. Заливку металла производят в горячую форму, что дает возможность получать тонкостенные сложной конфигурации отливки. Выбивку отливок и отделение литников осуществляют на виброустановках.
Кроме выплавляемых моделей в литейном производстве используют выжигаемые модели при изготовлении ответственных отливок массой до 3,5 т из чугуна, стали и цветных сплавов в единичном производстве. Для изготовления выжигаемых моделей используют пенополистирол, который в 50...100 раз легче древесины, легко режется горячей проволокой и легко склеивается.
Технология литья по выплавляемой модели разработана с целью отливки целой массой крупных и мелких деталей, арматуры, режущего или хирургического инструмента, элементов электронных и оптических приборов. Метод часто применяется при изготовлении комплектующих элементов для промышленного и производственного оборудования, в художественном литье, в авиации, тяжелом машиностроении, космонавтике, нефтяной и газовой промышленности.
Достоинство литья по моделям
К положительным качествам технологического процесса относится высокая точность отлива детали до 4 класса точности с чистой поверхностью, не требующей дополнительной обработки. Важной особенностью метода также является возможность получить изделие сложной конфигурации, при обычном способе изготовления которого потребуется сборка из отдельных элементов. Изготовление отливки из твердых сплавов металла позволяет получить продукцию с шероховатостью поверхности до 6 класса от Rz=20 мкм до Ra=1,25 мкм в соответствии с требованиями ГОСТ 2789–59 .
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности :
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
Готовый продукт подвергается облицовке суспензией, в состав которой входит кварц пылевой фракции и жидкое стекло или этилсиликат.
 Облицовочная жидкость
, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Облицовочная жидкость
, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +120 0 С…+150 0 С или в горячей воде 90 0 С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
 На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 900 0 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 900 0 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.

Плюсы отлитых деталей
Достоинством метода производства изделий по моделям является возможность использовать экономически выгодную неразрушающую технологию для изготовления номенклатуры единичной, серийной или массовой продукции с высокими требованиями по точности размеров и чистоте отделки. Выплавляемые легкоплавкие модели для деталей мелкой формы, сложной конфигурации и крупных изделий изготавливаются из органических материалов :

При выборе модельного состава учитывается комплекс физических свойств материала. Выплавляемые модели должны соответствовать следующим требованиям :
- плавкостью при температуре от 60 0 С до 100 0 С;
- минимальной усадкой и расширением;
- хорошей текучестью;
- механической прочностью;
- минимальным показателем зольности и прилипания к предметам и рукам;
- химической инертностью;
- экологической безопасностью;
- возможностью повторного использования;
- хорошей адгезией с облицовочной жидкостью;
- возможностью механизации и автоматизации процесса;
- экономным расходом металла.
Технологический процесс по выплавляемым моделям позволяет изготавливать детали из легированной и углеродистой стали, цветного сплава или чугуна. Способом литья металла в оснастку изготавливается кокиль, штамп, пресс-форма, стержневая или формовочная оснастка, детали автомобилей и стрелкового оружия. Получение отливок в разъемной керамической форме (шликере) производится в несколько этапов :
- заливка в опоку суспензии;
- отвердение формы;
- извлечение полученной модели из полусферы;
- термическое прокаливание полуформы;
- сборка и заливка полуформ расплавленным металлом.

Автоматизированное производство
Процесс литья по выплавляемым формам, технология которого адаптирована под автоматическую установку, одновременно позволяет изготавливать стояк и воронку для литниковой системы.
К отливкам из металла государственным стандартом предъявляются такие же требования, как и к продукции, полученной другим способом. Плавка рабочего материала осуществляется по заводской технологии.
Выбивка отливки производится после охлаждения пресс-формы на пневматической установке с поворотом опоки на 180 С для удаления сыпучего наполнителя. Отделение заготовки производится несколькими способами:
- вибрацией на специальной платформе;
- продавливанием через обрезную форму штампа;
- отрезкой электроинструментами;
- анодной и механической резкой.

Очистка заготовок от оболочки из шликера производится методом выщелачивания горячим раствором КОН. Остаточные фрагменты зачищаются инструментами со щеточной или наждачной насадкой.
Степень чистоты поверхности отливки зависит от состояния и конструкции пресс-формы, вида модельного состава, фракции кварцевого песка, способа выплавления состава и режима прокалки оболочек, химического состава отливки.
Плотность материала отливки формируется положением формы на рабочей платформе. Компенсацию усадки стали в процессе затвердения обеспечивает конструкция питающей системы. Точность исполнения металлической отливки проверяется оптическим компоратором. К недостаткам литья по модели относится сложность и длительность технологического процесса, высокая стоимость оснастки.
Литье по выплавляемым моделям известно много столетий. Оно применялось в художественном литье, в котором использовались восковые выплавляемые модели. Современный способ литья по выплавляемым моделям основан на применении моделей, изготовленных из легкоплавких материалов и огнеупорных красок или покрытий, наносимых на поверхности моделей. Литейная форма при этом способе получается без разъема, благодаря чему появляется возможность получения отливок высокой точности. Применение огнеупорных красок при изготовлении форм позволяет получить у литых деталей поверхности с малой шероховатостью.
Этот способ литья можно охарактеризовать как прогрессивный способ получения точных и сложных по форме отливок из любых литейных сплавов, в связи с чем оно получило широкое распространение в машиностроении, приборостроении, в инструментальном производстве, при изготовлении художественного литья, в том числе и ювелирных изделий. Литейная форма для этого способа литья представляет собой неразъемную тонкостенную, прочную, негазотворную, высокоогнеупорную оболочку с очень гладкой внутренней (рабочей) поверхностью. Такую оболочку изготавливают из мелкозернистых формовочных материалов по разовым (выплавляемым, растворимым или выжигаемым) моделям.
Литье по выплавляемым моделям заключается в следующем. Вначале по чертежу отливки (рис. 18.1, а) изготавливают пресс- форму (рис. 18.1, б ), которая в дальнейшем служит для получения моделей из легкоплавких материалов.
Пресс-форма может быть изготовлена различными методами и из различных материалов (стали, алюминиевых сплавов, легкоплавких металлов, гипса, цемента, эпоксидной смолы и др.). По своей конструкции пресс-формы могут быть одногнездными и многогнездными. Полость пресс-формы, в которой формируют модель, должна быть выполнена с учетом усадки материала моделей и литейного сплава. Она должна иметь минимальное число разъемов, обеспечивать требуемую точность размеров и чистоту поверхности модели.
Для получения моделей в пресс-формах применяют различные легкоплавкие материалы или составы (парафин, стеарин, церезин, канифоль и др.). Наибольшее распространение в отечественной промышленности нашли двухкомпонентные легкоплавкие материалы, состоящие из парафина и стеарина, температура плавления которых 50...60°С.
После подготовки пресс-формы (очистки, нанесения смазки и сборки) ее полость заполняют легкоплавким модельным соста-
Рис. 18.1.
а - отливка; б - пресс-форма; в - литейная форма; г - блок литейных форм: / - до покрытия оболочкой; 2 - после покрытия оболочкой вом, который подают или свободной заливкой (при температуре
70...90°С), или запрессовкой в пастообразном состоянии (при температуре 42...45°С). В полости модельный состав охлаждается и затвердевает. Полученную модель извлекают из пресс-формы и охлаждают до нормальной температуры. Следует иметь в виду, что с помощью пресс-формы образуют как наружные, так и внутренние поверхности модели. Стержни для получения внутренних полостей или отверстий при литье по выплавляемым моделям, как правило, не применяют. Если получить отливку без стержней невозможно, то последние изготавливают с высокой точностью чаще всего из специальных керамических материалов и вставляют в пресс-форму при сборке, перед подачей в нее модельного состава. Это очень усложняет процесс, что учитывают при проектировании деталей.
Полученные из легкоплавкого материала модели (рис. 18.1, в) позволяют перейти к изготовлению литейных форм. Однако при небольших габаритных размерах и массе отливок, получаемых при литье по выплавляемым моделям, изготовление форм для получения только одной отливки бывает нецелесообразно. Поэтому полученные модели чаще всего предварительно собирают в блок (рис. 18.1, г) с единой литниковой системой. Модель литниковой системы изготавливают отдельно в специальной пресс-форме. Блок объединяет от нескольких единиц до нескольких десятков моделей.
Основным материалом для получения формы при литье по выплавляемым моделям служит огнеупорная краска или покрытие. Огнеупорная краска представляет собой жидкую сметанообразную суспензию, состоящую из 55...60% тонкозернистого пылевидного кварца и 40...45 % связующего раствора. В качестве связующего раствора применяют гидролизованный этилсиликат или жидкое стекло. Литейную форму получают нанесением огнеупорной краски на поверхность моделей, собранных в блок. Эту операцию чаще всего осуществляют погружением блока в бак с огнеупорной краской. Тонкую пленку, прилипающую к поверхности моделей и точно воспроизводящую форму, обсыпают мелким кварцевым песком. Песок внедряется в слой краски, задерживает ее на поверхности модели, формирует скелет оболочки-формы и увеличивает ее толщину. Создаваемая песком шероховатая наружная поверхность оболочки способствует хорошему сцеплению последующего слоя краски с предыдущим. Полученная таким образом оболочка из краски практически не обладает прочностью. Оболочка приобретает прочность в процессе сушки (2...4 ч) без повышения температуры. Толщина одного слоя оболочки составляет всего 1,0... 1,5 мм. В результате нанесения нескольких (3 - 5) слоев огнеупорной краски на блоке моделей образуется неразъемная оболочка - форма с достаточной прочностью (рис. 18.1, д).
Далее выполняют технологическую операцию освобождения оболочки от моделей. Чаще всего модель в течение 10... 15 мин расплавляют в горячей воде (температура примерно 90 °С). Модельный состав, вытекающий через каналы литниковой системы, собирают и вновь используют для изготовления моделей, а пустую оболочку-форму просушивают.
Оболочку после удаления из нее моделей (рис. 18.2, а) прокаливают, помещая ее в неразъемную опоку (рис. 18.2, б). В зависимости от выбранного варианта технологического процесса пространство между стенками опоки и оболочки-формы заполняют наполнителем (крупнозернистый песок, чугунная дробь или другой материал) до обжига или сразу после него. Температура обжига форм составляет 900... 1 000°С.
Прокаленную и заформованную оболочку заливают жидким литейным сплавом. При производстве сложных и тонкостенных отливок из стали полученную после обжига форму, не охлаждая, заливают металлом при температуре 900...950 °С, отливок изспла-

Рис. 18.2. Заключительные операции изготовления оболочковой формы: а - удаление моделей выплавлением; б - прокаливание
bob на основе меди - при температуре 600...800°С, отливок из сплавов на основе алюминия - при температуре 200...300°С.
Толстостенные отливки из любых сплавов получают в охлажденных формах.
После заливки металла формы охлаждают и разрушают. При этом керамическая оболочка формы отслаивается от внешних поверхностей отливок, однако прочно удерживается во внутренних полостях, углублениях и отверстиях. Поэтому отливки, отделенные от литниковой системы, подвергают механической очистке (дробеструйной и гидроструйной, в галтовочных барабанах) или химико-термической очистке (в растворах или расплавах щелочей). Затем производят зачистку остатков от литников, прибылей и выпоров, термическую обработку (в случае необходимости) и контроль отливок.
Таким образом, по сравнению с другими способами литья процесс получения отливок по выплавляемым моделям имеет характерные особенности.
Первая особенность касается модели: модель отливки не имеет разъема и знаковых частей, ее контуры полностью и точно повторяют форму детали; модель всегда является одноразовой, т.е. служит для изготовления только одной литейной формы и в процессе изготовления формы уничтожается.
Вторая особенность связана с литейной формой: керамическая оболочка толщиной 2...8 мм не имеет поверхности разъема, формирующая отливку поверхность формы обеспечивает получение отливки с малой шероховатостью и требуемой точностью.
Наконец, третья особенность состоит в том, что металл заливают в горячие формы, что создает благоприятные условия для заполнения формы и питания отливки и позволяет получать тонкостенные отливки массой в несколько граммов.
Реферат
Литье по выплавляемым моделям. Обработка конструктивных материалов резанием. Порошковая металлургия
Литье по выплавляемым моделям
Сущность технологии литья по выплавляемым моделям состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. В пресс-формы (обычно металлические) запрессовывают модельный состав, который после затвердевания образует модели деталей и литниковой системы. Модельный состав удаляют, чаще всего выплавляя его в горячей воде (отсюда и название способа - литьё по выплавляемым моделям). Полученные оболочки прокаливают при температуре 800-1000°С и заливают металлом.
Литье по выплавляемым моделям обеспечивает получение сложных по форме отливок массой от нескольких грамм до десятков килограмм, со стенками толщиной от 0,5 мм и более, с поверхностью, соответствующей 4-6-му классам чистоты, и с высокой точностью размеров по сравнению с другими способами литья.
Размеры отливок, полученных литьем по выплавляемым моделям, максимально приближены к размерам готовой детали, вследствие чего за счёт сокращения механической обработки снижается стоимость готового изделия.
Виды продукции, изготавливаемой литьем по выплавляемым моделям:
Технологии - Метод литья по выплавляемым моделям
Метод литья по выплавляемым моделям
Заготовки для ювелирных изделий и их деталей можно получать также методом литья по выплавляемым моделям. Метод этот известен ювелирам с давних пор. Метод является, безусловно, прогрессивным, так как применение его значительно повышает производительность труда, расширяет ассортимент изделий, сокращает потери драгоценных металлов.
Заготовки ювелирных изделий и их деталей, получаемые методом литья по выплавляемым моделям, отливают из золотых, платиновых, серебряных сплавов, называемых литейными. Это большинство золотых сплавов пробы 750, золотые сплавы пробы 583 и 585, содержащие никель и цинк, серебро и медь, платиновые сплавы пробы 950, серебряные сплавы проб 916 и 875.
При литье по выплавляемым моделям формы заливают расплавленным металлом двумя способами: центробежным и вакуумного всасывания. Принудительное заполнение литейных форм при центробежном способе происходит под действием центробежных сил вращающейся печи. Сущность способа вакуумного всасывания заключается в удалении (выкачивании) воздуха из литейной формы во время заливки. Давление в форме понижается до 0,75-2,25 Па против атмосферного, создавая таким образом искусственное избыточное давление жидкого металла на стенки формы.
Технологический процесс литья по выплавляемым моделям. Заготовки ювелирных изделий и их деталей получают методом литья по выплавляемым моделям в следующей последовательности: эталон модели, резиновая пресс-форма, восковая модель, литьевая форма, отливка. <#"654705.files/image001.gif">
<#"654705.files/image003.jpg">
Главное движение - продольное перемещение инструмента, движение подачи отсутствует. Протягивание-производительный метод обработки, обеспечивающий высокую точность и малую шероховатость обработанной поверхности заготовки.
6. Шлифование. При шлифовании главным движением ярляется вращение шлифовального круга. Движение подачи обычно комбинированное и слагается из нескольких движений. Например, при круглом внешнем шлифовании - это вращение заготовки 2, продольное перемещение ее относительно шлифо валь-ного круга и периодическое перемещение шлифовального круга относительно заготовки.
Шлифование производится для окончательной обработки поверхностей деталей. Чаще всего применяют следующие его методы:
1) круглое внешнее
шлифование для обработки внешних поверхностей вращения; б) круглое внутреннее
шлифование - для обработки отверстий: в) плоское шлифование - для обработки
плоскостей.
Основные части и элементы резца, его геометрические параметры
Основные части и элементы резца. Резец состоит из рабочей части или головки А и стержня или тела Б, предназначенного для закрепления резца в резцедержателе. На рабочей части его, срезающей стружку, заточкой образуют такие поверхности: а) переднюю 4, по которой сходит стружка; б) задние / и 6, обращенные к обрабатываемой заготовке. Пересечения передней и задних поверхностей образуют режущие кромки резца. Режущую кромку 5, выполняющую основную работу резания, называют главной, а режущую кромку 3-вспомогательной. Сопряжение главной и вспомогательной режущих кромок образует вершину резца 2.
В некоторых случаях резцы могут иметь переходную режущую кромку 7 и примыкающую к ней переходную заднюю поверхность 8.
Заднюю поверхность 6, проходящую через главную режущую кромку, называют
главной задней поверхностью, а поверхность 2, проходящую через вспомогательную
режущую кромку,-вспомогательной задней поверхностью.

Поверхности на обрабатываемой заготовке, координатные и секущие плоскости. При станочной обработке заготовки на ней различают такие поверхности (рис. У1.4,а): обрабатываемую 2, обработанную 4, резания 3, образующуюся при резании непосредственно режущей кромкой 4, являющуюся переходной от обрабатываемой поверхности к обработанной.
Общие сведения
При разработке материалов и создании готовых деталей методом порошковой металлургии используются порошки металлов и их сплавов или неметаллических веществ. Из этих порошков вначале прессуют заготовки, которые затем для повышения прочности спекают. Поэтому изделия, полученные из порошков прессованием и спеканием, называют спеченными.
Метод порошковой металлургии ценен прежде всего тем, что позволяет получать материалы, которые другими методами получить невозможно: из металлов со значительной разницей в температуре плавления (например, W - Сu, W - Ag, Мо - Сu), из металлов и неметаллов (бронза - графит), из химических соединений (твердые сплавы из карбидов WС, ТiС и др.), материалы с заданной пористостью (вкладыши подшипников, фильтры); электрическими, магнитными и другими свойствами.
Порошковая металлургия, кроме того, отличается минимальными отходами материалов, позволяет резко сократить станочный парк и число рабочих для производства деталей. Поэтому метод порошковой металлургии часто используется для получения деталей общего машиностроения или бытового назначения, которые ранее изготовлялись литьем и обработкой резанием. Такие детали изготовляют из порошков сталей; бронз, латуней и других металлов.
В задачи порошковой металлургии, таким образом, входят производство
порошков и получение из них заготовок или готовых деталей.
Получение порошков
литье металлорежущий порошок резание
Для изготовления спеченных изделий применяют порошки размером от 0,5 до 500 мкм. Получают такие порошки механическими и химическими методами.
1. Механические методы. К ним относятся: распыление жидкого металла, размол стружки и других отходов металлообработки дробление в вибрационной мельнице.
Распыление жидкого металла осуществляется струёй воды или газа под давлением 50...100 МПа. Этим методом получают порошки железа, ферросплавов, нержавеющей стали, жаропрочных сплавов цветных металлов.
Размол отходов металлообработки осуществляют в вихревых или шаровых мельницах.
Дробление в вибрационной мельнице применяют для получения порошков из твердых и хрупких материалов (карбидов, оксидов керамики и др.).
2. Химические методы заключаются в восстановлении металлов из оксидов или солей углеродом, водородом, природным газом.
Восстановлением получают порошки железа (из окалины), вольфрама, молибдена, хрома, меди и других металлов. Сюда же относится метод термической диссоциации карбонилов - соединений типа Ме(СО) (где Ме - один из металлов), обеспечивающий получение порошков высокой чистоты.
Этим методом получают порошки железа, никеля, кобальта и некоторых других
металлов.
Подготовка порошков к формованию
Для получения качественных заготовок или деталей порошки предварительно отжигают, разделяют по размерам частиц, смешивают.
Отжиг порошка способствует восстановлению оксидов, удалению углерода и других примесей, а также устранению наклепа, что стабилизирует его свойства и улучшает прессуемость. Отжигу чаще подвергают порошки, полученные механическим измельчением.
Порошки размером более 50 мкм разделяют с помощью набора сит с различным сечением ячеек, а более мелкие - воздушной сепарацией. Конечные свойства порошковых изделий в значительной степени определяются качеством смешивания компонентов шихты. Эта операция обычно осуществляется в специальных смесителях, шаровых или вибрационных мельницах и другими способами.
В ряде случаев в порошковую массу вводят различные технологические наполнители, улучшающие прессуемость порошков (например, раствор каучука в бензине), обеспечивающие получение заготовок экструдированием (выдавливанием) или их механическую обработку (парафин, воск), получение заготовок литьем (спирт, бензол) и др.
Процесс формования заготовок состоит в уплотнении порошка под действием приложенного давления с целью получения из него заготовок определенной формы. Формование осуществляется прессованием, экструдированием, прокаткой.
1. Прессование обычно производится в холодных или горячих пресс-формах. Крупные заготовки получают гидростатическим способом.
Холодное прессование заключается в следующем. В стальную, матрипу поесс-формы с поддоном засыпают определенное количество порошковой шихты и прессуют ее пуансоном 4. При этом резко уменьшается объем порошка, увеличивается контакт между, отдельными частицами, происходит механическое их сцепление. Поэтому прочность прессовки повышается, а пористость уменьшается. Недостатком такой схемы прессования является неравномерность распределения давления по высоте заготовки из-за трения ее о стенки матрицы. Поэтому заготовки, полученные в таких пресс-формах, обладают различной прочностью, плотностью и пористостью по высоте. Таким способом получают заготовки простой формы и небольшой высоты.
Для устранения этого недостатка применяют двустороннее прессование с помощью двух подвижных пуансонов 4. При такой схеме, кроме того, давление прессования уменьшается на 30... 40 %.
В зависимости от требуемой пористости и прочности материала заготовки, а также ее формы давление прессования составляет 0,1...1 ГПа.
Горячее прессование совмещает формование и спекание заготовок. Этот процесс осуществляется в графитовых пресс-формах при индукционном или электроконтактном нагреве. Благодаря высокой температуре давление при горячем прессовании можно значительно уменьшить.
Горячее прессование отличается малой производительностью, большим расходом пресс-форм, поэтому применяется, главным образом, для получения заготовок из жаропрочных материалов, твердых сплавов, чистых тугоплавких металлов (W, Мо).
Гидростатическое прессование заключается в обжатии порошка, помещенного в эластичную (например, резиновую) оболочку, с помощью жидкости в гидростате под давлением до 2 ГПа. Этот метод позволяет получать крупногабаритные заготовки типа цилиндров и труб с равномерной плотностью по всему объему.
2. Экструдированием называется процесс формования заготовок выдавливанием шихты через матрицу с отверстиями различного сечения. Для этого исходный порошок замешивают с пластификатором (парафином, воском) в количестве, обеспечивающем шихте консистенцию пластилина. Этим способом получают прутки, профили различного сечения. Для получения полых изделий (труб и др.) в матрице располагают соответствующую оправку.
3. Прокатка осуществляется путем обжатия порошковой шихты между горизонтально расположенными валками. Этим способом получают пористые и компактные ленты, полосы и листы толщиной 0,02...3 мм и шириной до 300 мм из железа, никеля, нержавеющей стали, титана и других металлов. Процесс прокатки легко совмещается со спеканием и другими видами обработки. Для этого полученную заготовку пропускают через проходную печь и затем подают на прокатку с целью калибровки.
Прокаткой можно получать и двухслойные заготовки (например, железо -
медь). Для этого в бункере необходимо установить перегородку для разделения его
на две секции вдоль валков.
Спекание и дополнительная обработка заготовок
Для повышения прочности сформованные из порошков заготовки подвергаются спеканию. Эта операция осуществляется в печах электросопротивления или индукционных с нейтральной или защитной средой в течение 30...90 мин при температуре около 2/3 температуры плавления основного компонента. В процессе спекания происходит восстановление поверхностных оксидов, развиваются диффузионные явления, образуются новые контактные поверхности.
При необходимости повышения точности размеров и уплотнения поверхностного слоя спеченные детали подвергают калиброванию - дополнительному прессованию в стальных пресс-формах или продавливанию прутка через калиброванное отверстие в матрице.
Спеченные заготовки можно обрабатывать резанием - точением, фрезерованием, сверлением. В связи с их пористостью не следует применять смазывающе-охлаждающие жидкости, которые, проникая в поры, могут вызвать внутреннюю коррозию материала. Если выход пор на поверхность необходимо сохранить (например, у вкладышей подшипников), обработку спеченных деталей нужно производить хорошо заточенным режущим инструментом.
Спеченные детали из сплавов на основе железа, титана, никеля и других металлов могут также подвергаться различным видам термической или химико-термической обработки.
При конструировании деталей из порошков следует:
не допускать значительной разностенности, так как вследствие большой усадки может произойти коробление детали;
избегать выступов, пазов и отверстий, расположенных перпендикулярно к оси прессования;
избегать острых углов, а в местах сопряжения элементов детали типа фланец - цилиндр предусматривать закругления радиусом не менее 0,25 мм;
толщину стенок детали задавать не менее 1 мм.
Литература
1. Багдасарова Т. А. Устройство металлорежущих станков. Рабочая тетрадь; Академия, 2011. - 480 c.
Банов М. Д., Масаков В. В., Плюснина Н. П. Специальные способы сварки и резки; Академия, 2011. - 208 c.
Галушкина В. Н. Технология производства сварных конструкций. Рабочая тетрадь; Академия, 2012. - 793 c.
Жарский М. И., Иванова Н. П., Куис Д. В., Свидунович Н. А. Коррозия и защита металлических конструкций и оборудования; Вышэйшая школа, 2012. - 304 c.
Лаврешин С. А. Производственное обучение газосварщиков; Академия, 2011. - 192 c.
Люшинский А. В. Диффузионная сварка разнородных материалов; Академия, 2006. - 208 c.
Овчинников В. В. Технология газовой сварки и резки металлов; Академия, 2012. - 240 c.
Метод литья по выплавляемым моделям широко применяется в ювелирном производстве. Этот метод позволяет серийно изготовлять изделия сложной конфигурации, обеспечивая при этом требуемую точность, а также получать тонкостенные отливки с отклонением от заданного размера не более 0,5% и чистотой поверхности 5-6 кл. Это дает возможность использовать их как готовые элементы ювелирных изделий без дополнительной механической обработки.
Чаще литье по выплавляемым моделям производится на центробежных установках, откуда и сам метод литья получил название - центробежное литье. Литье может производиться и на вакуумных установках методом вакуумного всасывания. При этом схемы обоих технологических процессов литья по выплавляемым моделям (рис. 28) идентичны, различаются лишь процессы заполнения (заливки) литейной формы и оборудование, на котором эта операция производится.
Метод литья по выплавляемым моделям приобрел широкое применение даже в условиях небольших ювелирных мастерских. Применяемое оборудование несложно по конструкции, невелико по размерам и может быть смонтировано в производственном помещении площадью 20-25 м 2 . При этом даже мастерские, не имеющие в своем составе высококвалифицированных ювелиров-модельеров, методом заимствования опыта и использования готовых резиновых форм могут изготовлять высокохудожественные изделия и таким образом удовлетворять спрос населения.
Этапы изготовления. Основными этапами изготовления элементов ювелирных изделий по выплавляемым моделям являются изготовление образца-эталона, изготовление пресс-формы, изготовление восковой модели, подготовка литейной формы, отливка элементов ювелирных изделий, очистка отливок.
Приступая к разработке конструкции изделия, необходимо определить возможность ее изготовления методом центробежного литья с тем, чтобы в дальнейшем обеспечить выполнение монтировочных и отделочных операций.
Образец-эталон должен быть изготовлен из тугоплавкого металла 1 (см. рис. 28). Целесообразно изготовлять его из того же металла, из которого в дальнейшем будут серийно отливаться изделия. Разрабатывают модели и изготовляют образцы-эталоны, как правило, высококвалифицированные ювелиры. На специализированных ювелирных предприятиях модели разрабатывают художники-модельеры.
Образец-эталон изделия или его отдельный элемент должны быть выполнены качественно, с учетом художественных требований, а чистота поверхности должна соответствовать 8-9 кл. При изготовлении образца-эталона необходимо учитывать, что при последующей отливке по выплавляемой модели металл будет давать усадку. Поэтому необходимо предусмотреть припуски, которые определяются опытным путем, но не более 5-6% заданной размерной величины.
Приступая к изготовлению резиновой пресс-формы , необходимо определить ее технологичность, т. е. удобство изъятия из нее восковой модели. Резиновая пресс-форма должна повторять контур и все художественные линии будущего ювелирного изделия. Резиновая пресс-форма изготовляется методом вулканизации сырой резины, в которую закладывают образец-эталон изделия. Технология изготовления резиновой пресс-формы зависит от сложности конструкции изделия.
Процесс изготовления резиновой пресс-формы для последующей отливки восковых моделей изделий сложных форм следующий. Специальную опоку с направляющими штифтами укладывают на гладкую поверхность стола или опорную плиту основанием вниз. Затем опоку заполняют пластилином, в который вдавливают до половины образец-эталон изделия 2 (см. рис. 28). На эту опоку устанавливают вторую и заливают ее жидким раствором гипса. После затвердения гипса опоки переворачивают и удаляют пластилин, а образец-эталон при этом остается в гипсовой форме. В гипсе делают несколько углублений, которые будут направляющими выступами резиновой формы. Сырую резину нарезают мелкими кусочками, которыми наполняют верхнюю половину формы 3.
Опоки устанавливают на вулканизационный пресс 4 и вулканизируют кусочки резины в течение 45-60 мин при температуре 150-160°С. После этого гипс разбивают, извлекают и тщательно очищают образец-эталон изделия и резиновую полуформу. Затем опоку, в которой находится полуформа, укладывают основанием вниз и после посыпания тальком в полуформу 5 укладывают образец-эталон. Вторую верхнюю половину опоки заполняют кусочками сырой резины 6. Далее вулканизируют вторую половину формы и получают обе части резиновой пресс-формы. Затем из резиновой пресс-формы извлекают образец-эталон изделия и прорезают в ней литниковый канал 7.
При изготовлении пресс-формы для отливки восковых моделей изделий простых форм достаточно поместить образец-эталон между двумя пластинами сырой резины соответствующей толщины так, чтобы при вдавливании образец был полностью утоплен в резину, и вулканизовать их под прессом. Режим вулканизации такой же, как и в первом варианте изготовления пресс формы. В результате вулканизации пластины свариваются межу собой. После остывания резиновой пресс-формы (в воде) ее разрезают по наиболее благоприятным линиям разъема и вынимают образец-эталон. В процессе резания необходимо предусмотреть, как будет освобождаться пресс-форма.
Для изготовления восковых моделей используют инжекторную установку 8 (см. рис. 28). При этом может быть использована как стандартизированная установка типа АМЛ мощностью 0,5 кВт, так и нестандартизированная, в которой воск нагревается до 70-85°С и постоянно поддерживается на уровне этой температуры.
Перед заполнением воском пресс-форма должна быть очищена и смазана раствором глицерина (смесь воды и глицерина в равных частях) для более легкого отставания воска от резины. Заполняют пресс-форму воском под давлением 1,96-104...7,85Х10 4 Па (0,2-0,8 кгс/см 2), которое создается в бачке инжекторной установки сжатым воздухом. Жидкий воск через штуцер поступает в литниковый канал пресс-формы и заполняет ее. При этом пресс-форма должна быть плотно закрыта. Для этой цели рекомендуется в период заполнения пресс-форму с двух сторон по плоскостям прижимать термостойкими металлическими пластинками (алюминий, латунь) по размерам, соответствующим размерам пресс-формы, чтобы они не мешали доступ литника пресс-формы к штуцеру.
После заполнения воском пресс-форму нужно охладить либо в естественных условиях при комнатной температуре, либо в холодильных камерах. Охлажденную пресс-форму раскрывают и из нее вручную извлекают восковую модель изделия. В случаях прилипания модели к пресс-форме может быть использован тонкий шпатель с полированным тупым лезвием.
Восковые модели должны быть тщательно осмотрены. Модели, имеющие недоливы, отбраковывают, а имеющие незначительные переливы в виде облоя - очищают, после чего все пригодные для дальнейшего использования модели укладывают в специальную тару, чтобы избежать их поломки.
Подготовка литейной формы осуществляется следующим образом. Готовые восковые модели в соответствии с вместимостью стакана (опоки) набирают по форме елочки, припаивая литники моделей к единому стержню, также изготовленному из воска методом литья и установленному в резиновый башмак (основание). Припаивание осуществляют с помощью бытового электропаяльника. При сборке елочкой модели нельзя располагать близко друг к другу, так как при вакуумировании они могут соединиться, тогда отливки будут бракованными.
Набранную восковую елочку обезжиривают, окуная в спирт или четыреххлористый углерод, и сушат в естественных условиях. После сушки на восковую елочку надевают стакан (опоку) так, что он входит в цилиндрический паз резинового основания, и заливают в опоку предварительно приготовленную, провакуумированную формовочную смесь.
Для приготовления формовочной смеси используют формовочную массу, представляющую собой кристобалитогипсовую смесь. В настоящее время в ювелирном производстве в основном применяются импортные формовочные массы К-90, "Суперкаст" и "Сатинкаст". Готовят формовочную смесь, добавляя в формовочную массу дистиллированную воду и тщательно перемешивая ее. Расчетное количество формовочной массы и дистиллированной воды составляет 0,32-0,42 л воды на 1 кг смеси.
Затем заполненную опоку 9 (см. рис. 28) вакуумируют и уплотняют на вибровакуумной установке до остаточного давления 0,98*10 4 ...1,96*10 4 Па (0,1-0,2 кгс/см 2) в течение 2-3 мин, после чего формовочная смесь затвердевает. По окончании вакуумирования опоки ставят на отстой (примерно 1 ч), а затем снимают с них резиновые основания и подрезают формовочную смесь на нижнем торце опоки.
Следующей операцией подготовки литейной формы является выплавка воска. Эту операцию осуществляют в муфельной печи при поддержании температуры 120-140°С в течение 1 ч, после чего температуру повышают до 200°С и опоки выдерживают при этой температуре в течение 1 ч, а затем температуру плавно повышают до 700-750°С и прокаливают литейную форму в течение 3 ч. После этого можно считать, что литейная форма 10 подготовлена для заливки.
Отливка элементов ювелирных изделий производится на центробежных установках или на установках вакуумного всасывания. В зависимости от типа центробежной установки (простейшая настольная центрифуга или центробежная плавильно-заливочная машина) выбирается метод подготовки сплава для заливки в литейную форму, которую необходимо нагреть до определенной температуры.
Если имеется центробежная плавильно-заливочная машина, то в нее с помощью специальных щипцов устанавливают подогретую литейную форму, а сплав металла помещают в специальный плавильный стакан, и при достижении температуры плавления запускают центрифугу. Под действием центробежной силы сплав заполняет литниковую форму 11. Цикл вращения центрифуги задается. После окончания цикла центрифуга останавливается, и заполненная литейная форма с помощью тех же специальных щипцов извлекается и охлаждается в естественных условиях.
Для заливки литейной формы на настольной центрифуге сплав металла в виде слитка полусферической формы, предварительно отлитый в специальную изложницу, подогревают в муфельной печи до требуемой температуры (сплав золота до 700°С, сплав серебра до 600°С). Затем подогретую литейную форму с помощью специальных щипцов устанавливают в тарелку литником вверх, а на верхнюю часть опоки накладывают подогретый сплав. На другую тарелку устанавливают соответствующий противовес. За это время температура сплава понижается в среднем на 200°С. Сплав доводят до температуры плавления и состояния текучести на открытом пламени горелки, которое должно быть сильным и шумящим. При достижении состояния текучести запускают центрифугу. Под действием центробежной силы сплав заполняет литейную форму. Затем после остановки центрифуги заполненную литейную форму с помощью тех же специальных щипцов снимают с тарелки и охлаждают в естественных условиях или опускают ее в воду. После охлаждения литейной формы выбивают отливки.
Очистка отливок от формовочной массы происходит в 20-40%-ном растворе плавиковой кислоты после выбивки блока отливок из опоки 12. Затем отливку промывают в проточной воде и отбеливают в составе, соответствующем сплаву металла (для сплавов золота - в 10%-ном водном растворе азотной кислоты, для сплавов серебра - в 10%-ном водном растворе серной кислоты). Температура раствора должна быть не ниже 60-70°С. Время отбеливания длится не более 5 мин.
После отбеливания отливки просушивают в сушильном шкафу при температуре 100-120°С или в естественных условиях и откусывают отдельные изделия от стержня. Затем изделия разбраковывают. Бракованные изделия и литники откладывают для повторной переработки в соответствии с установленной на предприятии технологией.
| Виды брака | Причина брака |
| Восковая модель | |
| Изменение размеров модели | Неправильный расчет размеров эталона изделия, неправильно собранная пресс-форма, некачественное изготовление резиновой пресс-формы |
| Засорение в модели | Использование загрязненных модельных материалов и модельного возврата, загрязненная пресс-форма, хранение модели в пыльном помещении |
| Деформация модели | Преждевременное извлечение модели из пресс-формы, излишняя выдержка модели перед сборкой, повышенная температура помещения |
| Местная усадка | Повышенная температура модельного состава, неостывшая пресс-форма |
| Пузыри и вспучивание | Избыток воздуха в модельном составе, избыточное давление при запрессовке, плохое перемешивание модельного состава, отсутствие вентиляционных каналов в пресс-форме |
| Недопрессовка | Низкая температура модельного состава, недостаточное давление при запрессовке, загрязненная полость пресс-формы |
| Заусенцы, облой | Некачественно выполненная пресс-форма, неправильная ее сборка и загрязненная полость разъема |
| Некачественная поверхность | Небрежные зачистки и хранение модели, избыток талька |
| Трещины на модели | Интенсивное охлаждение пресс-формы, излишняя выдержка модели перед извлечением из пресс-формы |
| Литейная форма | |
| Раковины округлой формы на поверхности литниковой чаши | Некачественная формовка формы в процессе вакуумирования, высокая вязкость формовочной суспензии |
| Трещины формы | Не выдержан временной и температурный режим при удалении модельного состава |
| Всплытие восковых моделей | Небрежное напаивание моделей на стояк, высокая амплитуда колебании стола, небрежное крепление стояка |
| Темный цвет формовочной смеси после прокаливания | Неполное выжигание модельного состава |
| Отливка | |
| Отклонение по химическому составу металла | Неправильная шихтовка сплава, отклонения в технологии ведения плавки |
| Засор | Загрязненный металл или тигель, низкая прочность литейной формы |
| Шлак | Попадание шлака в форму с металлом |
| Усадочные раковины, рыхловатость, пористость | Недостаточное питание отливки, нетехнологичность отливки, заливка перегретым металлом, перегрев какого-либо узла отливки |
| Газовые раковины | Недостаточное время прокаливания форм, близкая установка форм друг к другу и дверцам печи, несоблюдение технологии плавки, использование влажной шихты и влажного плавильного инструмента, недостаточное раскисление металла, неполное удаление модельного состава |
| Горячие трещины на отливках | Наличие напряженных мест в отливках (резкие переходы, острые углы); перегрев металла |
| Пригар | Повышенная температура металла или литейной формы; неполное выжигание модельного состава |
| Незалив, спаи | Недостаточная температура литейной формы, низкая температура металла при заливке, прерывание струи металла, разрушение литейной формы, недостаточное количество металла |
| "Корольки" на поверхности отливок | Прерывание струи металла при заливке, некачественная формовка литейной формы |
| Холодные трещины в деталях | Нетехнологичность детали, резкое охлаждение залитых блоков, поломка при выбивке и очистке |
| Нарушение геометрии отливок | Небрежное обращение с отливками, нарушение технологии выбивки отливок из формы |
| Остатки формовочной смеси на отливках | При окончательной очистке не выдержана концентрация плавиковой кислоты или время выдержки в растворе |
Для уменьшения или ликвидации брака следует в первую очередь устранить причину его возникновения. При существующем технологическом процессе литья по выполняемым моделям брак не должен превышать 10-12%.
Качественно отлитые изделия проходят электрохимическую полировку в специальной ванне, состав раствора которой для различных сплавов должен быть различным. Обработанные изделия или их элементы подвергают монтировке и отделке ювелирами-монтировщиками в соответствии с предусмотренными технологическими процессами.
Оборудование . Для выполнения технологического процесса литья ювелирных изделий по выплавляемым моделям необходимо следующее оборудование: вулканизационный пресс, инжекторная установка, установка для вибровакуумирования, муфельная печь, литейная установка (плавильно-заливочная установка или простейшая настольная центрифуга, установка "вакуум-металл"), сушильный шкаф, установка для электрохимического полирования, технические весы 1 кл., оборудование для плавки, баки для выбивки отливок и размывки опок, опоки из жаропрочной стали, электропаяльник, а также различный инструмент и тара, указанные в гл. 3.
Вулканизационный пресс (рис. 29) предназначен для получения резиновых пресс-форм по образцу-эталону изделия путем вулканизации резины. По конструкции прессы могут быть различными, но все они имеют подогрев в верхней и нижней плите.

Пресс представляет собой переносную конструкцию. На жесткой (литой) станине установлена нижняя плита, в которую вмонтирован электрический нагреватель. По специальным направляющим, вертикально стоящим и жестко прикрепленным к станине с помощью червячной передачи, перемещается верхняя плита, в которую также вмонтирован электрический нагреватель. Установленная между плитами и поджатая опока с сырой резиной нагревается до определенной температуры. Под действием давления и температуры пластины сырой резины свариваются между собой. Для регулирования и поддержания температуры пресс имеет автоматическую или ручную систему регулирования.
Инжекторные установки (рис. 30) предназначены для получения выплавленных моделей путем расплавления воска и заполнения им резиновых пресс-форм. Установка состоит из резервуара для воска, электронагревателя и терморегулирующего устройства. Конструктивно она может быть выполнена в различных вариантах.

Наиболее удачной конструкцией инжекторной установки является вертикально расположенный цилиндрический кожух. Внутри кожуха смонтирован резервуар для воска, из которого воск под давлением сжатого воздуха, подаваемого от компрессора через редуктор, поступает в инжекторное сопло. Давление сжатого воздуха контролируется манометром, который установлен на верхней крышке кожуха инжекторной установки. Избыточное давление перед редуктором должно быть не выше 19,62*10 4 ...29,43*10 4 Па (2-3 кгс/см 2), а при вспрыскивании - 1,96*10 4 ...7,85*10 4 Па (0,2-0,8 кгс/см 2). Инжекторное сопло оснащено системой индивидуального обогрева. Под соплом установлен желоб для направления стекающего воска в специальный поддон. На передней части кожуха инжекторной установки смонтированы рукоятки управления. Скорость нагрева воска регулируют рукояткой регулятора мощности (ручка со шкалой 0-10). Температуру нагрева контролируют дистанционным контактным термометром. Заполнение резиновой пресс-формы воском происходит через инжекторное сопло, температуру индивидуального обогрева которого можно изменить от 0 до 50°С с помощью специально предусмотренного регулятора обогрева.
Для подготовки восковых моделей, в частности при условии вакуумного литья, может быть использована также и инжекторная установка другой конструкции, в которой подогрев модельного воска осуществляется косвенным путем - посредством трансформаторного масла. Установка состоит из внутреннего и наружного резервуаров, помещенных, один в другой. Пространство между резервуарами заполнено маслом, которое подогревается электронагревателем. Регулирование температуры нагрева воска осуществляется терморегулирующим устройством, а контроль - термометром. Заполнение резиновой пресс-формы воском происходит через инжекторное сопло под действием сжатого воздуха. Давление сжатого воздуха контролируется манометром, находящимся на верхней крышке установки, на которой закреплены также штудер для подвода сжатого воздуха (или азота, аргона) и предохранительный клапан.
Установка для вибровакуумирования (рис. 31) предназначена для уплотнения огнеупорной формовочной массы и удаления пузырьков воздуха при формовке.

Установка состоит из вакуумного насоса, вибратора и вакуумной камеры. Вакуумная камера представляет собой стеклянный колпак диаметром 300 мм и высотой 350 мм, соединенный с вибратором и установленный на специальный диск. По всему периметру металлического диска имеется паз, соответствующий с небольшими припусками диаметру колпака, в который плотно посажено резиновое кольцо. На это кольцо, выступающее по высоте выше плоскости диска, устанавливают колпак, который при вакуумировании притягивается к резине. Для удаления воздуха из формовочной массы, т. е. вакуумирования ее, в диске имеется специальное отверстие в виде штуцера, через которое отсасывается воздух.
На диск устанавливают и накрывают колпаком опоки, в которых "елочки" с восковыми моделями залиты формовочной массой. При включении вакуумного насоса и вибратора происходит одновременное вакуумирование и уплотнение формовочной массы. Количество опок, одновременно устанавливаемых в вакуумную камеру, определяется в зависимости от габаритов опок, чтобы в период вибрации не было их ударов о стенки колпака, и производительности вакуумного насоса и вибратора.
При подготовке набора восковых моделей ("елочка") для создания в опоке литейной формы с последующим выполнением литья методом вакуумного всасывания необходимо на вибровакуммной установке увеличить объем вакуумной камеры применением либо более высокого колпака, либо колпака большего диаметра, что в свою очередь потребует замены диска в соответствии с диаметром колпака. Кроме увеличения объема вакуумной камеры в установке желательна также замена электромагнитного вибратора на механическое устройство, обеспечивающее встряхивание формовочной массы.
Муфельная печь . В зависимости от объемов производства применяются печи различных видов. При мелкосерийном производстве наибольшее применение имеют сушильный электрический лабораторный шкаф СНОЛ-2,5-2,5-2,5/2М и электропечи сопротивления СНОЛ-1,6*2,5*1/9-М2У4*2; СНОЛ-1,6*2,5*1/11- М1У4*2. В этих печах предусмотрена автоматическая регулировка заданного режима нагрева внутренней шахты печи. Нагреватель выполнен из проволоки высокого омического сопротивления, Контроль и регулировка температуры осуществляются милливольтметром. Нагреватель включается с помощью магнитного пускателя.
Пространство между камерой и корпусом шкафа заполняется теплоизоляционным материалом.
Плавильно-заливочная установка предназначена для плавления металла и заливки его центробежным способом. Установка состоит из плавильной печи, сопротивления, механизма опрокидывания печи с противовесом и центробежного устройства, приводящего печь во вращение. В нижней части корпуса установки размещены трансформатор тока, приводной агрегат, а также распределительное устройство. На панели корпуса расположены ступенчатый переключатель для регулирования силы тока печи, амперметр, сигнальная лампа, а также две кнопки включения и выключения плавильного устройства (включено - зеленый цвет, выключено - красный). На крышке корпуса установлен механизм для опрокидывания плавильного устройства при соответствующей частоте его вращения. Состоит он из расцепляющегося устройства и гидравлических тормозов, препятствующих резкому опрокидыванию тигля и возможному вытеканию жидкого металла.
Для небольших цехов и мастерских, выполняющих литье изделий мелкими партиями, наиболее приемлемым оборудованием для литья является простейшая настольная центрифугам (рис. 32). На конце вертикально расположенной стойки, ось которой находится в специальных подвижных опорах, крепится коромысло, на концы которого подвешиваются специальные подвески (тарелки). Плечи коромысла должны быть равные. На одну тарелку устанавливается литейная форма, а на другую - соответствующий противовес. Центрифуга ограждается специальным цилиндрическим кожухом для обеспечения безопасности при падении литейной формы или противовеса, а также разливе металла в период запуска и вращения. Центрифугу можно запускать сразу после расплавления металла и заливки его в форму с помощью натянутого шнура или электропровода.

Установка "вакуум-металл" для литья методом вакуумного "всасывания (рис. 33) выкачивает воздух из литейной формы во время заливки опоки. Она состоит из рабочей камеры, камеры предварительного разрежения, форвакуумного насоса и пульта управления, на котором расположены манометр, сигнальная лампочка и выключатель насоса. Для соединения рабочей камеры с камерой предварительного разрежения предусмотрен вакуумный затвор с рукояткой. В верхней части рабочей камеры имеется фланец с кольцевой уплотнительной насадкой.

Рис. 33. Установка "вакуум-металл": 1 - опока, 2 - рабочая камера, 3 - камера предварительного разрежения, 4 - рукоятка вакуумного затвора, 5 - манометр. 6 - вакуумный затвор, 7 - форвакуумный насос
Принцип работы установки следующий. В камере предварительного разрежения с помощью насоса создается вакуум. Прокаленную опоку устанавливают на фланец тигля, и литейную форму заливают жидким металлом. Далее поворотом рукоятки вакуумного затвора рабочую камеру соединяют с камерой предварительного разрежения. При этом давление на стенки газопроницаемой опоки уменьшается (становится значительно ниже атмосферного), и атмосферное давление, действуя на поверхность жидкого металла, заставляет его заполнять литейную подлость формы.
Установка для электрохимического полирования предназначена для полирования отлитых заготовок. Ванна для электрохимического процесса должна быть герметичной, чтобы не было течи электролитов, содержащих частицы драгоценного металла. В качестве катодов используется листовой титан марок ВТ-1, ВТ-1-1 толщиной 0,8-1,2 мм. Катоды крепят титановой проволокой и помещают в чехлы из хлориновой ткани. В качестве анодов используют специальные подвески, на которые подвешивают изделия. Подвески изготовляются из проволоки тех же титановых сплавов, что и катод. Рекомендуется применять подвески, имеющие жесткий контакт с изделием (заготовкой). Для предотвращения растворения образовавшегося на катоде осадка катоды после окончания работы необходимо вынуть из ванны, тщательно промыть и высушить, а катодный осадок собрать для последующей регенерации драгоценных металлов.